

PLC، که به آن کنترلکننده منطقی قابل برنامهریزی نیز گفته میشود، نامی است از نوعی رایانه، که معمولاً کاربرد تجاری و صنعتی دارد. PLCها از نظر وظایف، سختافزار و نرمافزار، با رایانههای اداری تفاوت دارند
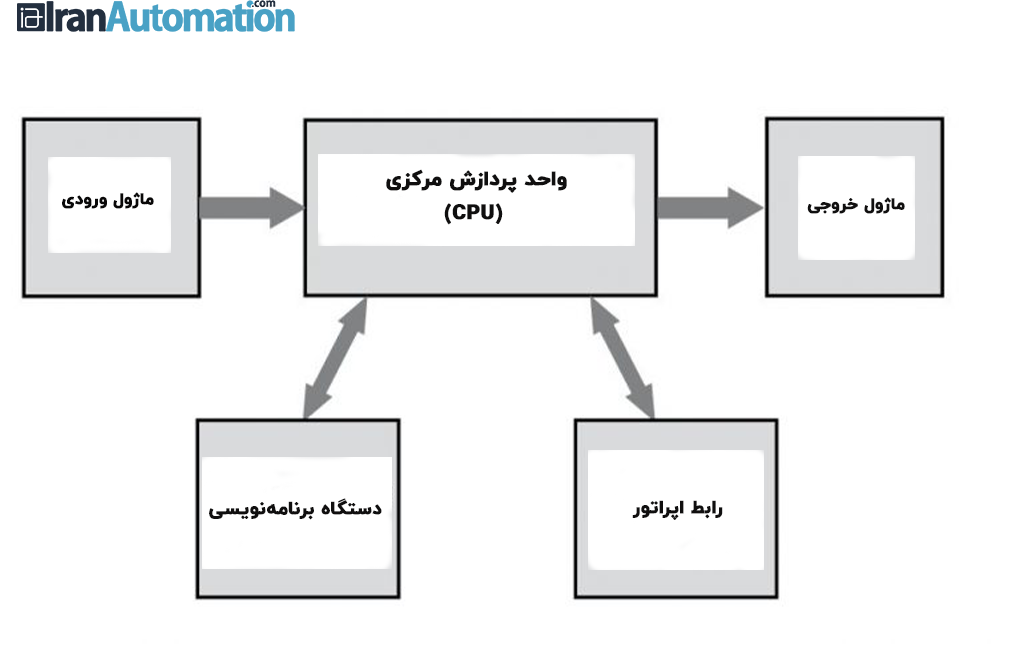
عناصر اساسی یک PLC شامل ماژولها، پورتهای ورودی، واحد پردازش مرکزی (CPU)، پورتهای خروجی و یک دستگاه برنامهنویسی است. نوع ماژولهای ورودی یا پورتهای مورد استفاده توسط PLC، به انواع دستگاههای مورد استفاده بستگی دارد. برخی از ماژولها یا پورتهای ورودی، به ورودیهای دیجیتال پاسخ میدهند در حالی که سایر ماژولها یا ورودیها به سیگنالهای آنالوگ پاسخ میدهند.

عملکرد اصلی مدار ورودی PLC، تبدیل سیگنالهای ارائه شده توسط سوئیچها و سنسورهای مختلف، به سیگنالهای منطقی است که میتواند توسط CPU استفاده شود. CPU هنگام اجرای یک برنامه ذخیره شده، وضعیت ورودیها، خروجیها و سایر متغیرها را ارزیابی میکند. پس از آن CPU سیگنالهایی را برای بروزرسانی وضعیت خروجیها ارسال میکند.
ماژولهای خروجی سیگنالهای کنترلی را از CPU دریافت و آنها را به مقادیر دیجیتالی یا آنالوگ تبدیل میکنند که میتواند برای کنترل دستگاههای مختلف در خروجی استفاده شود. از دستگاه برنامهنویسی برای ورود و تغییر در برنامه PLC، نظارت و تغییر مقادیر ذخیره شده استفاده میشود. پس از ورود، برنامه و متغیرهای مرتبط در CPU ذخیره میشوند که در نرم افزار سیماتیک منیجر قابل مشاهده میباشند.
مکانیسم کنترل:
قبل از PLC، بسیاری از کارهای کنترلی توسط کنتاکتورها، رلههای کنترلی و سایر دستگاههای الکترومکانیکی انجام میشد. نمودارهای مدار باید طراحی شده باشند، اجزای الکتریکی مشخص و نصب شده باشد و لیست سیمکشی ایجاد شده باشد. سپس برقکاران اجزای لازم را برای انجام یک کار خاص نصب میکنند. در صورت خطا، باید سیمها را باز کرد و به درستی وصل کرد.
تغییر در عملکرد یا گسترش سیستم، به تغییرات گسترده و سیمکشی مجدد اجزا نیاز دارد. نرمافزار SIMATIC یک محیط پیکربندی و برنامهنویسی جهانی برای کنترلکنندههای زیمنس، سیستمهای رابط ماشین با انسان و سیستمهای کنترل فرآیند است. نرمافزار SIMATIC STEP 7 از بسیاری از ابزارهای مهندسی، پیکربندی سختافزاریی سیستم و سرویس سیستم نصبشده پشتیبانی میکند. برنامهنویسی PLC همچنین میتواند با کمک Simatic Manager انجام شود که امکان نوشتن برنامهها به سه زبان برنامهنویسی را فراهم میکند.
(LAD)Ladder:
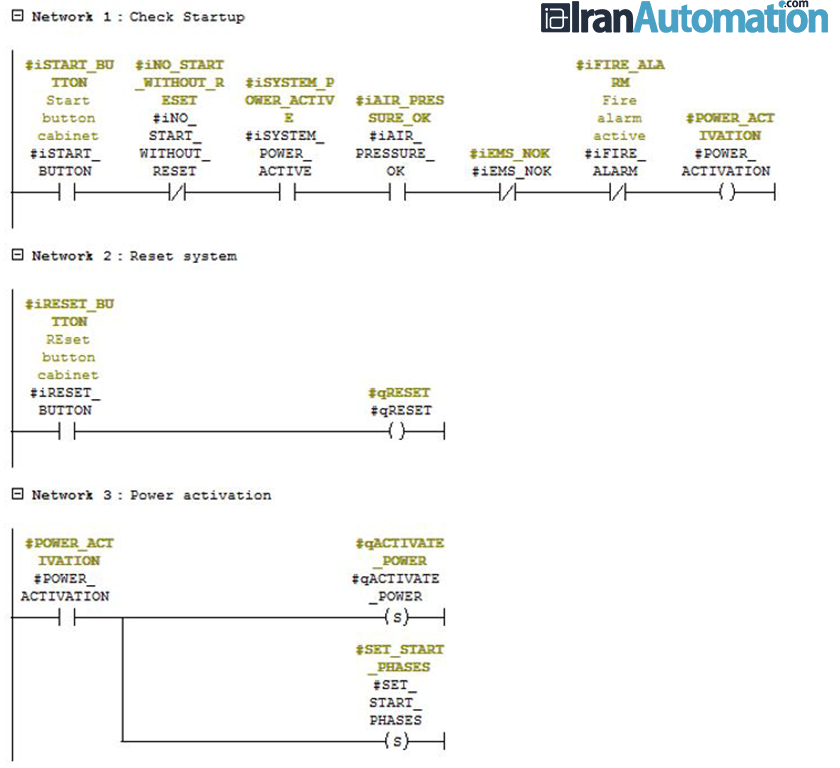
یکی از زبانهای برنامهنویسی است که در PLC استفاده میشود. منطق نردبان شامل توابع برنامهنویسی است که به صورت گرافیکی نمایش داده میشوند تا شبیه نمادهای سیستمهای رله یا کنتاکتور قدیمی باشند
(ST) Structured Text:
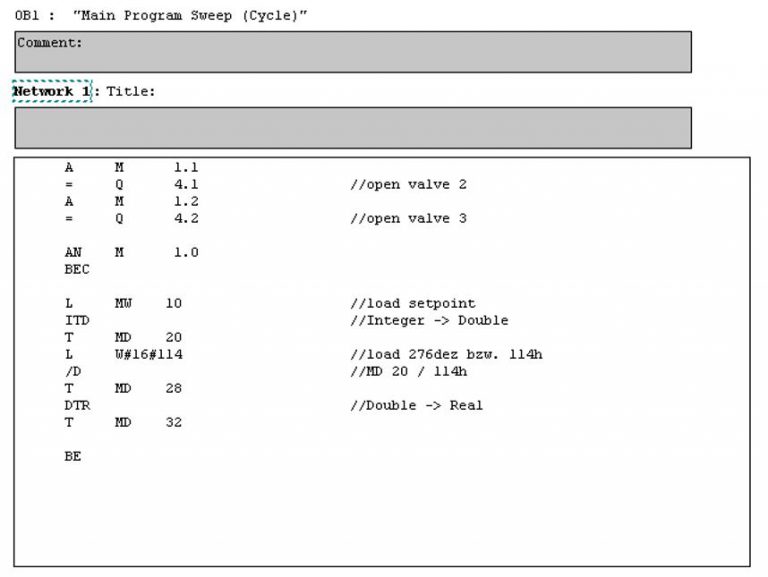
این زبان به شما این امکان را میدهد که با وارد کردن دستورات برنامهای ایجاد کنید. در این زبان میتوانید برنامههایی ایجاد کنید که نمیتوانند در زبانهای LAD و FBD ایجاد شوند. برنامهنویسی در STL بسیار شبیه به زبان اسمبلی است، اما خاصتر!!
(FBD) Function Block Diagram:
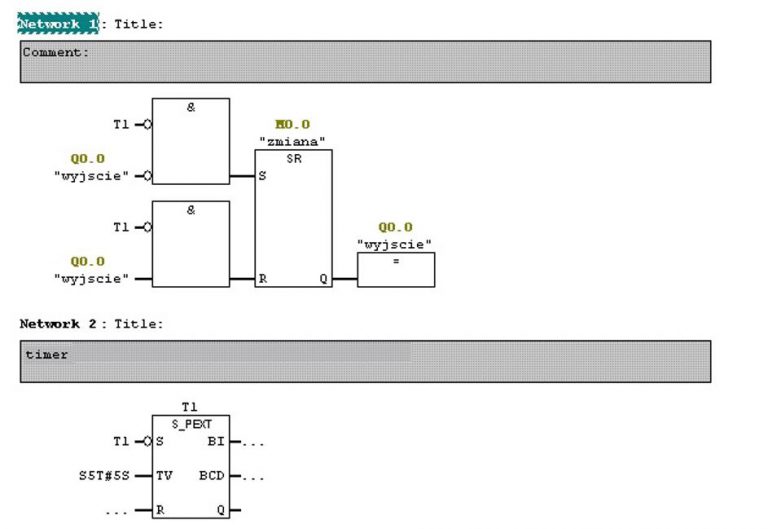
این زبان، برنامه را به صورت مدارهای منطقی متداول نمایش میدهد. هیچ ارتباطی وجود ندارد، اما واحدهای عملکردی معادل آن وجود دارد.
کنترل موتور با استفاده از پی ال سی:
برنامه کنترل موتور را میتوان با PLC نیز انجام داد. در مثال زیر، یک دکمه شروع معمولاً به ورودی اول سیمکشی میشود (I0.0)، یک دکمه Push Button به ورودی دوم (I0.1) سیمکشی میشود و یک کنتاکتور رله به ورودی سوم (I0.2) متصل میشود. این ورودیها برای کنترل موتور روی حالت در یک خط منطقی نردبان برنامهریزی شده در PLC استفاده میشوند.
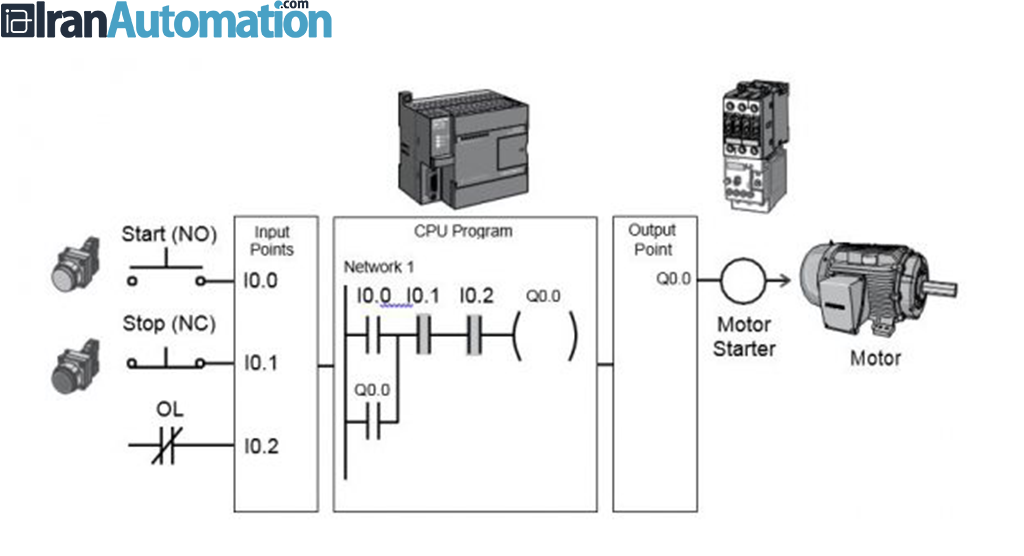
در ابتدا، بیت وضعیت I0.1 دارای منطق 1 است زیرا دکمه توقف روی حالت (NC) بسته است. بیت وضعیت I0.2 دارای منطق 1 است زیرا کنتاکتور رله هم روی حالت بسته میباشد. I0.0 بیت وضعیت دارای منطق 0 است، زیرا دکمه فشار شروع، تحریک نشده است.
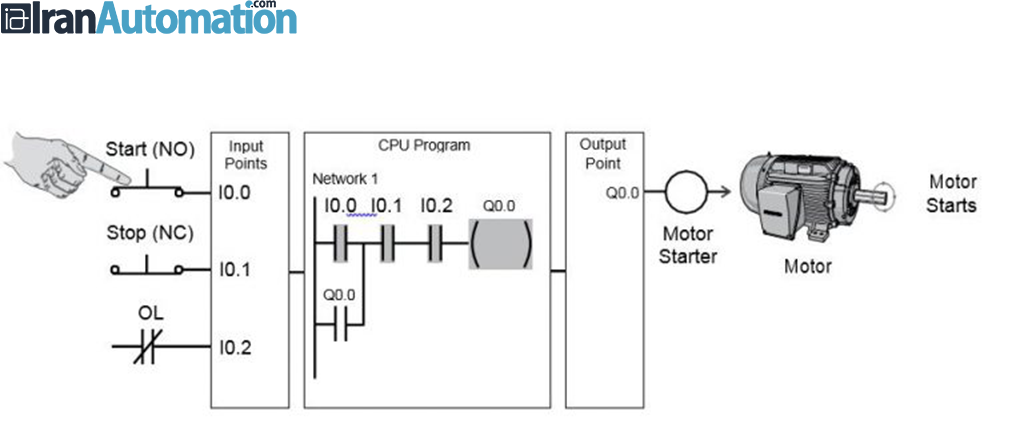
به طور معمول کنتاکتور Q0.0 با خروجی بار نیز در خط 1 برنامهریزی میشود. روشن کردن این موتور، به سیمپیچ خروجی Q0.0 نیاز دارد. با فشار دادن دکمه شروع، پردازنده از ورودی I0.0 منطق 1 دریافت میکند. این باعث میشود که کنتاکتور I0.0 بسته شود. هر سه ورودی اکنون دارای منطق 1 هستند. CPU منطق 1 را به خروجی Q0.0 میفرستد. جریان و انرژی به استارت موتور رسیده و موتور روشن میشود.
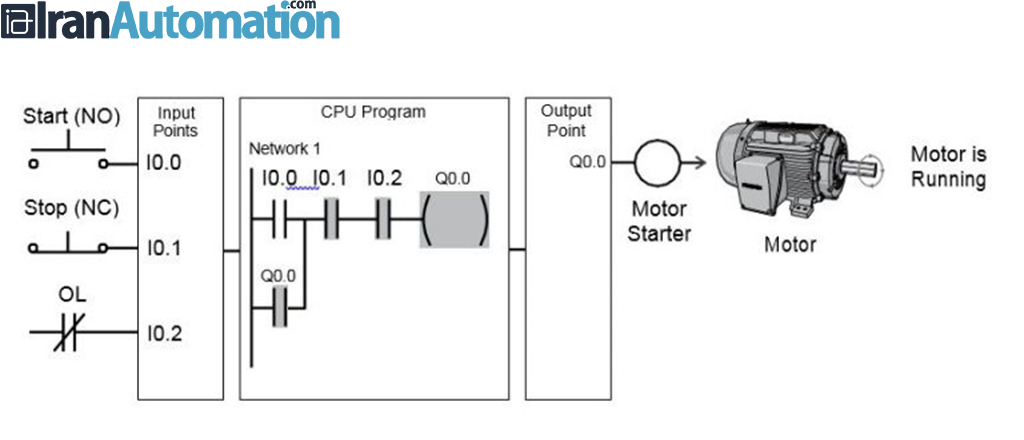
بیت وضعیت خروجی برای Q0.0 اکنون برابر با 1 است. در اسکن بعدی، وقتی سوئیچ (NO) است، کنتاکتور بسته میشود و خروجی Q0.0 روشن میماند. حتی اگر کنتاکتور شروع تحریک شده باشد، حالت خروجی پابرجا میماند.
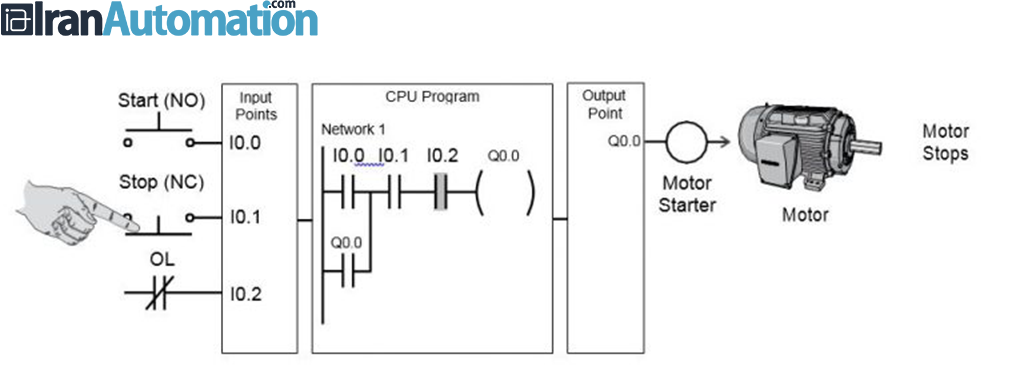
با فشار دادن دکمه Stop، ورودی I0.1 خاموش می شود، کنتاکتور I0.1 باز شده، سیم پیچ خروجی Q0.0 انرژی خود را از دست میدهد و موتور خاموش میشود.
برای اطلاعات بیشتر از پی ال سیهای زیمنس و نحوه برنامهنویسی آنها، پیشنهاد میشود مقاله معرفی برنامه نویسی پی ال سی (PLC) لوگو زیمنس را مطالعه بفرمایید.







")
")


{kind=link}
سلام. سپاس بابت محتوای فوقالعادهتان. میگم شما برای PLC آموزش قرار نمیدهید؟
با سلام، در آیندهایی نزدیک قرار خواهیم داد.